

Стан холодной прокатки ребристых труб (ХПРТ) предназначен для получения обребрённых биметаллических труб методом холодной поперечно-винтовой прокатки, на несущей трубе. Основанием ребристой трубы является стальная труба или иная труба, обладающая достаточной прочностью для накатки на ней рёбер из цветного металла. В качестве трубы заготовки для формообразования рёбер на несущей трубе, горячепрессованная алюминиевая труба, изготовленная из деформируемого сплава АД1 (без термообработки) по ГОСТ 18482-79.
Стан ХПРТ, базовая комплектация:
— гидроприводом поворота клети (свода-развода) инструмента, что заметно сокращает время на развод и свод инструмента при замена накатных дисков;
— удобно расположенным механизмом ручной регулировки и фиксации клети в рабочем положении;
— системой нагрева СОЖ вынесенной за пределы бака стана с автоматическим контролем температуры СОЖ и контролем нижнего уровня СОЖ, что делает более простой промывку бака, а также техническое обслуживание, ремонт или замену электрокотла. Нагрев СОЖ происходит методом вихревой индукции, что повышает срок службы котла.


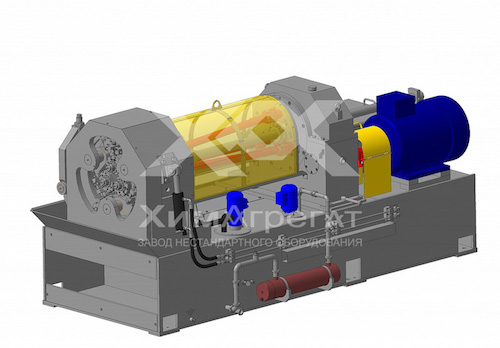
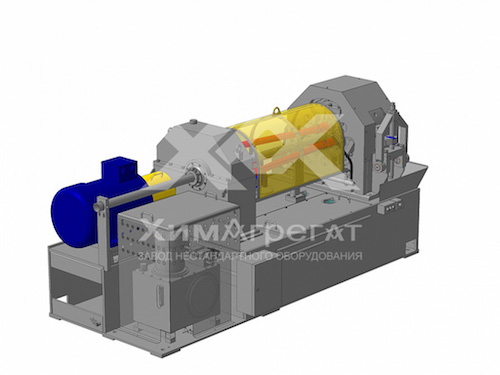
Основные узлы стана ХПРТ, краткое описание
Стан представляет собой конструкцию, состоящую из трёх основных элементов и электрооборудования.
1. Станина представляет собой сварную металлоконструкцию, из листового металла, служит несущим элементом стана, предназначена для размещения на ней остальных элементов конструкции стана. Центральная полость станины является баком для СОЖ. Бак оснащён электронасосом П-125М подачи эмульсии в рабочую зону, и электронасосом П-50М принудительной циркуляции СОЖ в системе нагрева эмульсии. Для более глубокого и равномерного прогрева эмульсии забор холодной СОЖ осуществляется со дна бака через специальную трубу. Бак также оснащён патрубком слива эмульсии.
2. Редуктор представляет собой сварной корпус, внутри которого установлены зубчатые колёса и предназначен для передачи вращающего момента от электродвигателя, через муфту, на шпиндель стана. Фукнцией редуктора является также раздача вращающего момента на три выходных вала. Для защиты персонала конструкцией стана предусмотрено откидное съёмное защитное ограждение муфты.
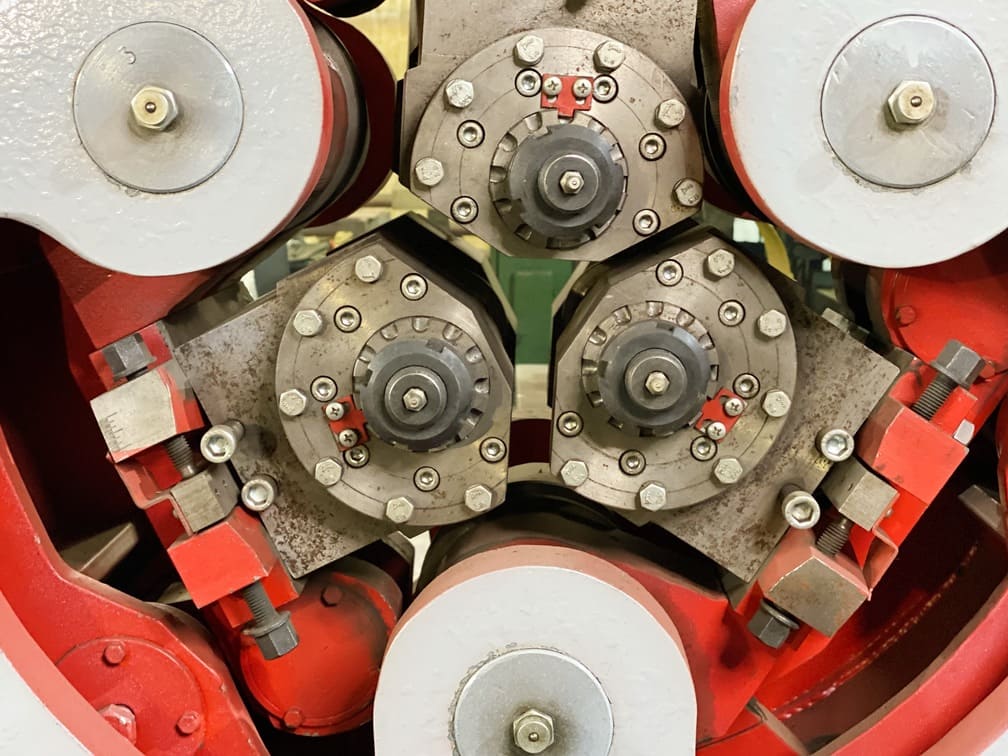
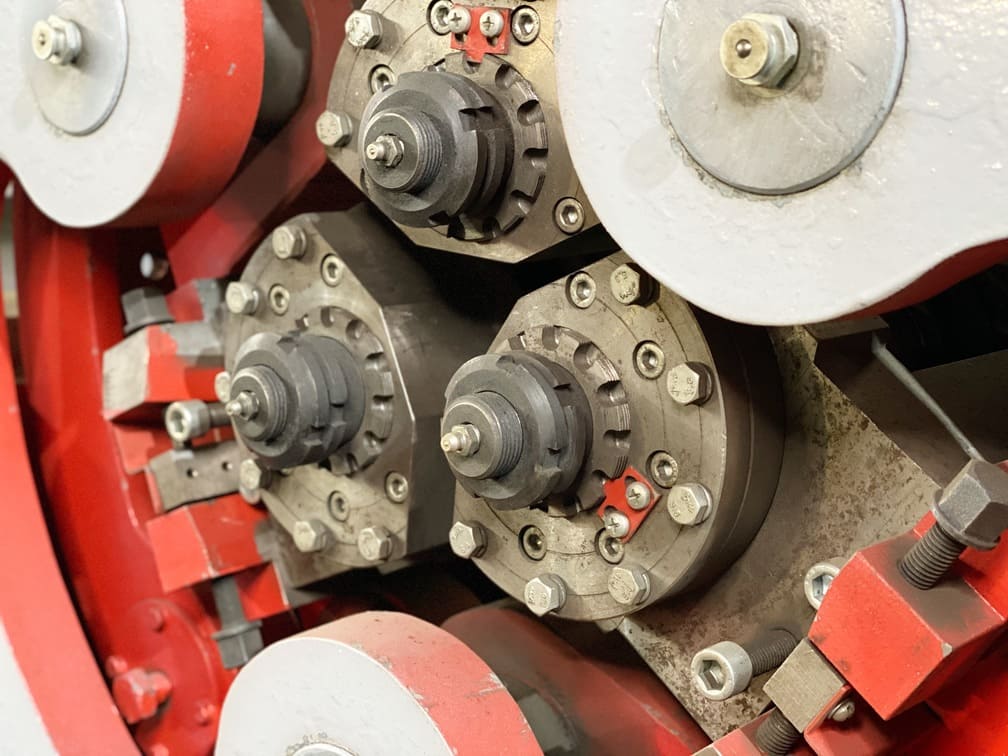
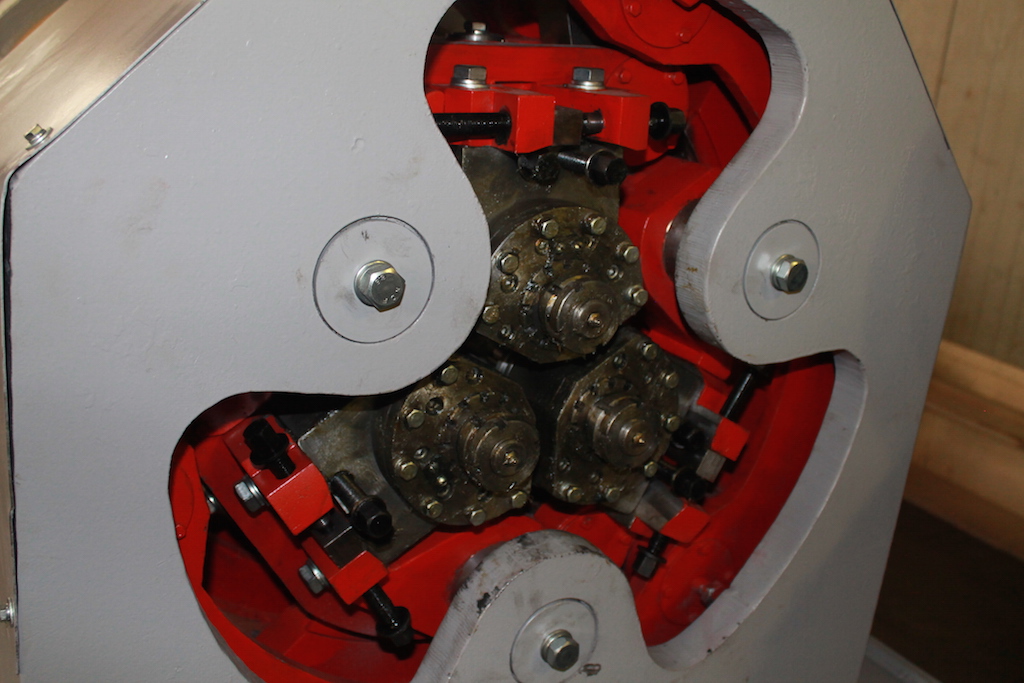
3. Клеть представляет собой сварную металлоконструкцию, внутри которой расположен поворотный барабан, с установленными на нём рабочими валками. Поворот барабана клети осуществляется гидроцилиндром. Силовой установкой привода гидроцилиндра служит гидростанция. В клети происходит деформация заготовки и формообразование оребрения.
4. Основным элементом электрооборудования является — электрошкаф. Электрошкаф является водно-распределительным устройством и шкафом управления станом. Панель управления, расположенная на дверке электрошкафа и позволяет осуществлять включение, отключение и регулировку установленного на стане электрооборудования.
Технические данные стана ХПРТ 12-28 БМ
| Наименование | Значение |
| Электродвигатель привода | 5АИ200М4УЗ |
| Мощность, кВт | 37 |
| Частота вращения электродвигателя, об/мин | 1450 |
| Наличие бесступенчатого регулирования привода | предусмотрено |
| Наибольший крутящий момент на шпинделе, Н´м | 360 |
| Частота вращения валков max, об/мин | 495 |
| Расчётная средняя скорость проката, м/мин | |
| для несущей трубы ø 25мм | 3,0 |
| для несущей трубы ø 16 мм | 4,5 |
| Угол поворота рабочих валков к оси проката, градусы | 0 … 6 |
| Max. наружный диаметр заготовки (деформируемой трубы) max, мм | |
| для несущей трубы ø 25 мм | 38 |
| для несущей трубы ø 16 мм | 25 |
| Материал несущей трубы | сталь, латунь |
| Шаг ребер готовой трубы, мм | 2,5 … 5 |
| Максимальный наружный диаметр оребрённой трубы, мм | |
| для несущей трубы ø 25 мм | 57-1,5 |
| для несущей трубы ø 16 мм | 42-1,2 |
| Номинальный диаметр по основанию рёбер, мм | |
| для несущей трубы ø 25 мм | 27 |
| для несущей трубы ø 16 мм | 18 |
| Наибольшая высота ребра, мм | 15-0,5 |
| Привод поперечной подачи (свод-развод рабочих валков) | гидравлический |
| Потребляемая мощность приводом поперечной подачи инстр., кВт | 3,0 |
| Механизм ручной регулировки и фиксации клети | предусмотрен |
| Система нагрева СОЖ | |
| — общая потребляемая мощность, кВт | 7,25 |
| — время нагрева полного бака СОЖ с +5° до +55°, часы | 4,0 |
| — регулировка температуры | автоматически |
| Насос подачи СОЖ в зону деформации | П-125М, N=0,75 кВт |
| — возможность регулировки подачи СОЖ | предусмотрена |
| Габаритные размеры стана | |
| — длина, мм | 3250 |
| — ширена, мм | 1600 |
| — высота, мм | 1400 |
| Масса стана | |
| — без СОЖ, кг | 3850 |
| — заправленного СОЖ, кг | 4350 |
| Суммарная установленная мощность, кВт | 41 |
| Условия размещения — в производственных помещениях с температурой воздуха от +5° до +40°С | |
Технические данные стана ХПРТ 25-38
| Наименование | Значение |
| Электродвигатель привода | 5АИ225М6У3 |
| Мощность, кВт | 37 |
| Частота вращения электродвигателя, об/мин | 980 |
| Наличие бесступенчатого регулирования привода | предусмотрено |
| Устройство бесступенчатого регулирования привода | ПЧ VFD-370СР43В-21 |
| Наибольший крутящий момент на шпинделе, Н´м | 520 |
| Частота вращения валков max, об/мин | 200 |
| Расчётная средняя скорость проката, м/мин | |
| для несущей трубы ø 25мм | 2,8 |
| для несущей трубы ø 38 мм | 1,3 |
| Угол поворота рабочих валков к оси проката, градусы | 0 … 6 |
| Max. наружный диаметр заготовки (деформируемой трубы) max, мм | |
| для несущей трубы ø 25 мм | 38 |
| для несущей трубы ø 38 мм | 52 |
| Шаг ребер готовой трубы, мм | 2,5 … 5 |
| Максимальный наружный диаметр оребрённой трубы, мм | |
| для несущей трубы ø 25 мм | 57-1,0 |
| для несущей трубы ø 38 мм | 70-1,5 |
| Номинальный диаметр по основанию рёбер, мм | |
| для несущей трубы ø 25 мм | 27 |
| для несущей трубы ø 38 мм | 40 |
| Наибольшая высота ребра, мм | 15-0,5 |
| Привод поперечной подачи (свод-развод рабочих валков) | гидравлический |
| Потребляемая мощность приводом поперечной подачи инстр., кВт | 3,0 |
| Механизм ручной регулировки и фиксации клети | предусмотрен |
| Система нагрева СОЖ | |
| — индукционный вихревой электрокотёл ВИН-7 мощностью, кВт | 7,0 |
| — электронасос принудительной циркуляции СОЖ | П-50М, N=0,25 кВт |
| — время нагрева полного бака СОЖ с +5° до +55°, часы | 4,5 |
| — поддержание требуемой температуры | автоматически |
| Насос подачи СОЖ в зону деформации | П-125М, N=0,75 кВт |
| — возможность регулировки подачи СОЖ | предусмотрена |
| Габаритные размеры стана | |
| — длина, мм | 3250 |
| — ширена, мм | 1600 |
| — высота, мм | 1400 |
| Масса стана | |
| — без СОЖ, кг | 3840 |
| — заправленного СОЖ, кг | 4350 |
Комплект поставки
Поставка стана ХПРТ 12-28 и ХПРТ 25-38 производится в сборе со всеми механическими узлами и электродвигателями, отрегулированными согласно паспортных параметров стана.
Другие особенности поставки прокатного стана оговариваются в договоре.
По требования Заказчика к стану холодной прокатки ребристых труб может быть изготовлено и поставлено следующее оборудование:
1. Ролики задающие — механизм для подачи заготовки в зону деформации.
2. Лоток направляющий — для поддержки и направления заготовки при подаче в зону деформации, а также для предотвращения вращения заготовки при срыве процесса оребрения;
3. Лоток принимающий — для поддержки и направления оребрённой трубы, а также для предотвращения вращения оребрённой трубы при срыве процесса оребрения;
4. Стол накопительный для заготовок — для размещения партии заготовок.
Гарантийные обязательства
ООО «Химагрегат» гарантирует исправную работу стана холодной прокатки ребристых труб ХПРТ 12-28 и ХПРТ 25-38 в течение 12 месяцев с момента передачи станка потребителю, при условии соблюдения потребителем правил транспортирования, хранения и эксплуатации стана, указанных в Инструкции по эксплуатации.
Средний ресурс до капитального ремонта — 10 лет.



Результат работы стана ХПРТ:

